






-
一、钢箱梁加工制作流程
技术准备→材料进厂(自检)→材料见证取样、复试→抛丸除锈、喷底漆→胎架搭设→验胎→下料→单元件制作→组装→焊接→无损探伤→箱内喷涂防腐漆→隐蔽检查→首件验收→封面板→焊接→剪力钉焊接→箱外喷涂防腐漆→出厂验收


钢箱梁加工主要施工步骤
1、抛丸除锈
1)钢板进场后首先进行抛丸除锈,除锈等级要达到 Sa2.5级验收合格后喷涂防锈底漆。
2)除锈检查:使用国标除锈等级照片与实际钢板除锈后效果对比。
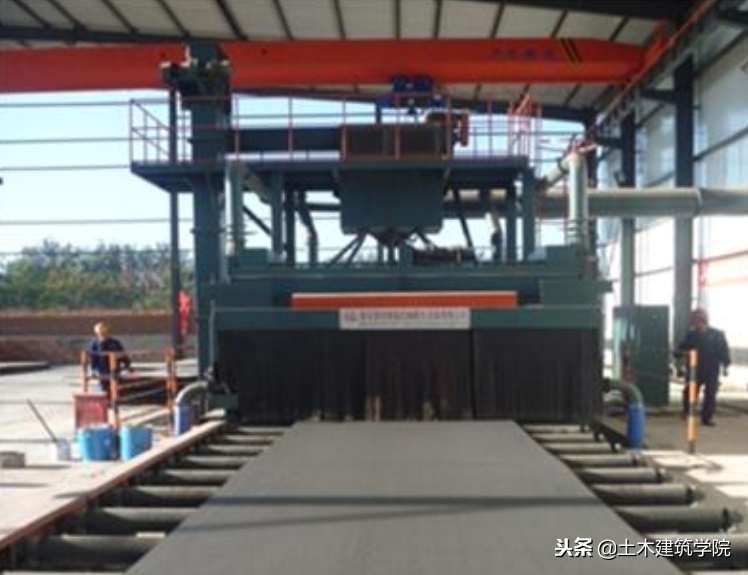
抛丸实际照片
2、拼板
由于钢梁底板、腹板、面板较宽较长,组装前先进行拼接,将单张钢板先用埋弧自动焊进行焊接,拼接长度为图纸分段长度加上100mm预留量,宽度为面板宽度加100mm预留量,焊接完成后进行场内自检,并记录自检结果,自检合格后再进行下料,并请具有探伤资质的第三方无损检测机构进行检测,合格出具探伤报告。由于钢箱梁底板为曲线,因此拼板时留有100mm余量,上胎架后再进行二次下料。

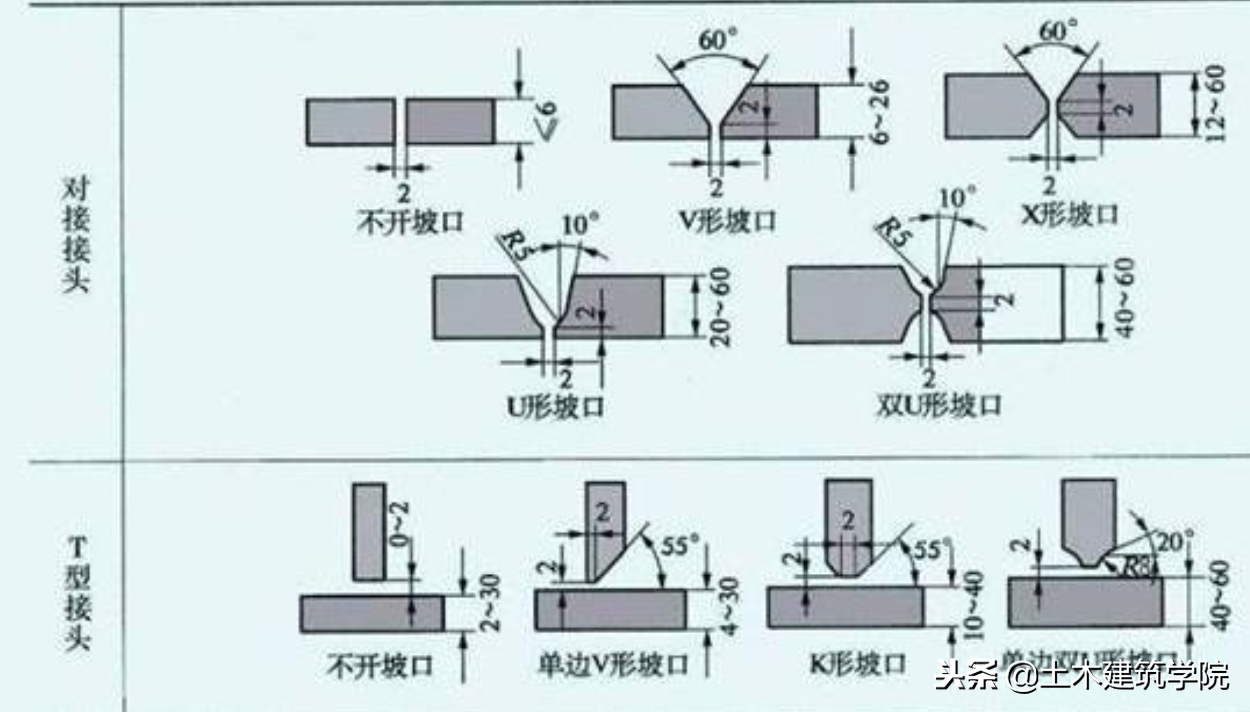
3、下料
材料切割尺寸误差满足《公路桥涵施工技术规范》 要求。钢梁隔板、悬臂板使用数控切割机下料,钢梁腹板按施工曲线进行下料,翼板采用火焰半自动切割机下料。钢板厚度≤14 mm并且尺寸小于2 m的采用剪板机下料,钢板厚度>14 mm的采用火焰半自动切割机下料,异形构件采用数控切割机下料,下料完成后进行自检。根据图纸要求一级及二级焊缝处需开单V口,保证焊缝质量。
4、 胎架制作
设计图纸曲线为设计竖曲线加设计预拱度而成,设计竖曲线为顺滑曲线,设计预拱度为单跨分别起拱,起拱为二次曲线。考虑到焊接变形及钢梁自重影响,施工时增加施工预拱度,施工预拱度也单跨分别起拱,起拱为二次曲线,起拱值为L/1000(L为跨度)。因此胎架搭设曲线是由设计竖曲线、设计预拱度、施工预拱度三个曲线合成而成。
胎架搭设使用14#槽钢,高程误差控制在5mm以内。

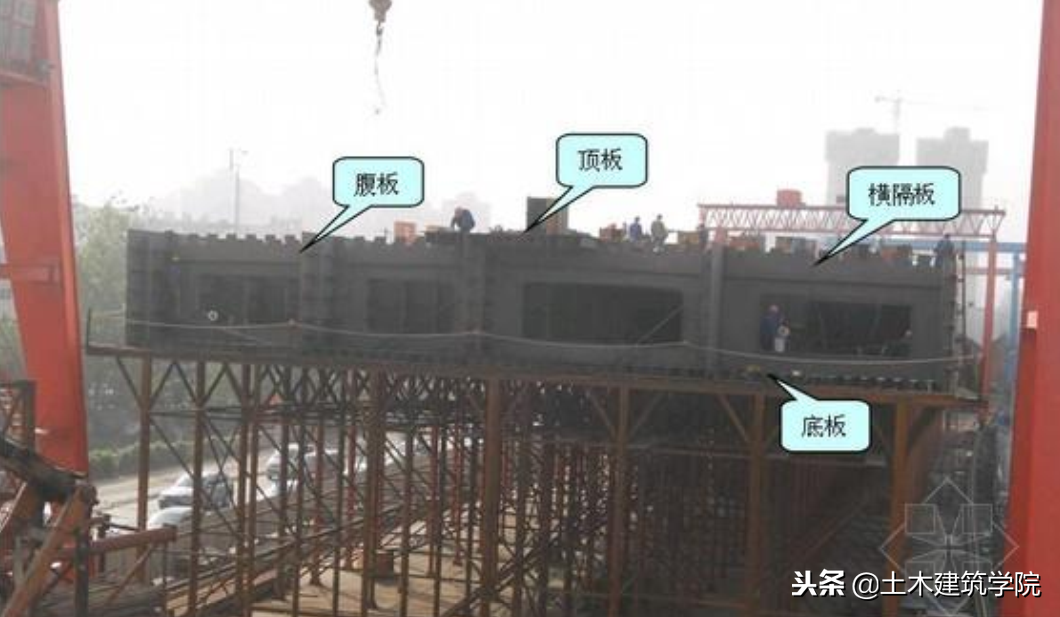
5、 组装
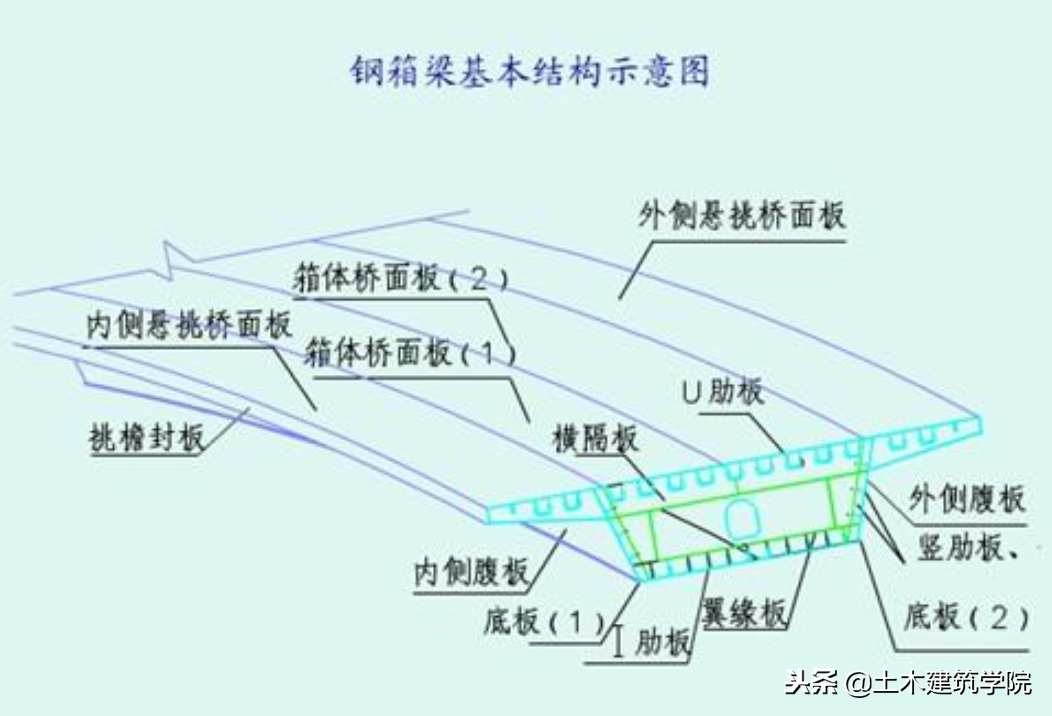
组装顺序:底板→底板加劲肋→横隔板→腹板→悬臂板→面板→悬臂板及装饰板→剪力钉
组装尺寸满足图纸及规范要求,并进行自检。组装控制重点:组装时构件不能组装在焊缝上,至少应错开焊缝100mm,下一个构件组装时恢复原位置;组装时,需将焊缝(翼板、腹板对接焊缝)错开不小于0.3m;
由于钢梁桥面有横坡,组装悬臂板时用水准仪和水平尺
严格控制悬臂板外侧高程,进而保证桥面各部位高程;悬臂板装饰板安装前应按图纸线形进行卷圆,组装时应控制好线形。

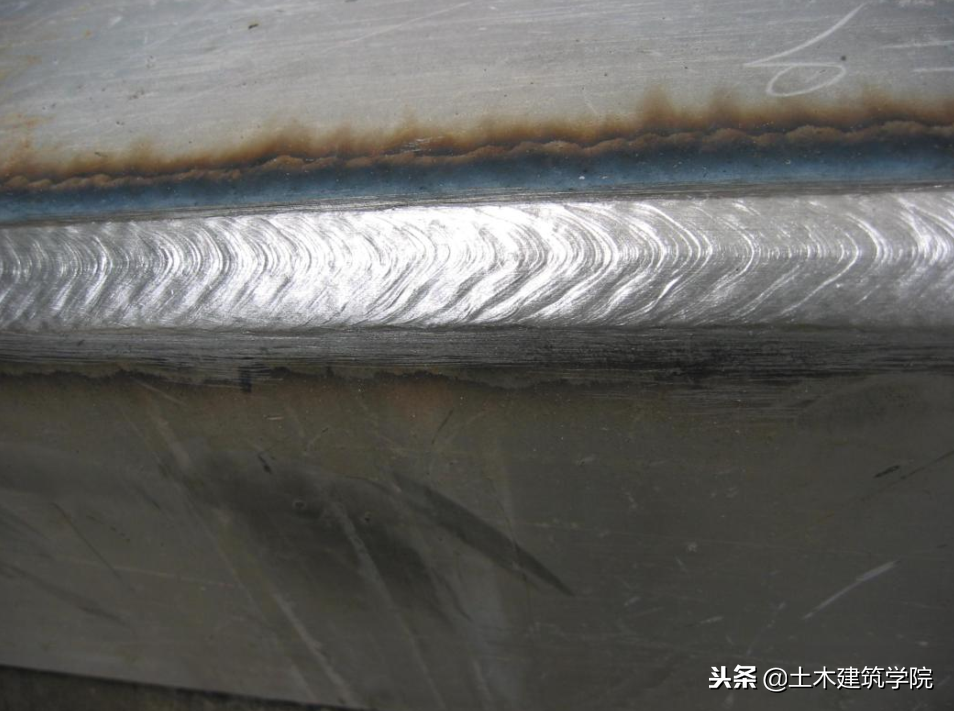
6、 焊接
钢梁焊接顺序:在同一工作面时先焊横焊缝,再焊立焊缝,最后纵焊缝。优先选择自动焊,不具备自动焊条件选择手工焊,如底板、面板对接等焊缝采用自动焊,隔板与腹板、隔板与底板、腹板与顶底板等角焊缝采用手工焊。

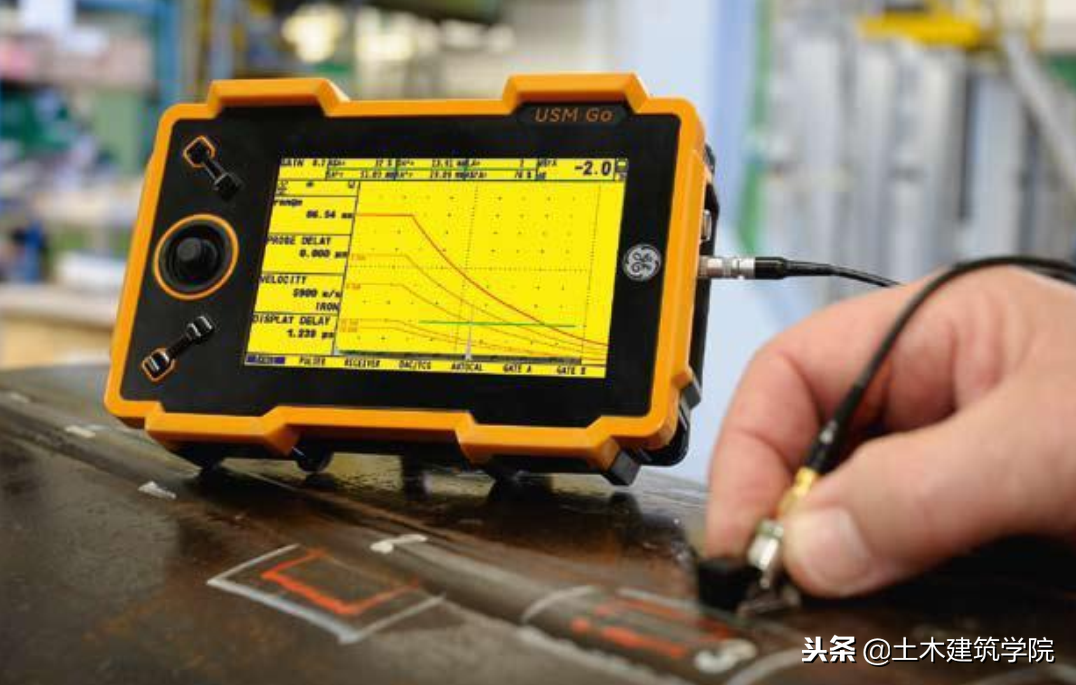
焊缝检查:
所有焊缝100%自检,内部质量及外部质量满足图纸及规范要求;
一、二级熔透焊缝自检合格后第三方检测单位检测,并出具正式报告;
自检设备有焊角检测尺、超声波探伤仪及X射线探伤仪。
7、防腐
所有钢结构焊接完成后进行内外侧防腐,防腐要求根据规范《公路桥梁钢结构防腐涂装技术条件》 JTJ 722-2008要求。
防腐检查:
漆膜厚度使用漆膜测厚仪进行检测,每遍涂装厚度不得小于规范要求。

漆膜厚度检测
8、出厂验收
钢箱梁全部加工完毕以后首先组织自检,针对钢箱梁整体外观以及内业资料进行全面检查,自检合格后报总包方项目部,通过总包方组织业主、设计、监理进行出厂验收,出厂验收合格后方可进行下到工序施工。

9、 厂内装车
由于钢箱梁厂内制作将场地占满,吊装车辆无法占位,故使用4个100吨千斤将钢梁顶起,运输车辆倒退驶入钢梁下部,再将千斤缓慢落下完成装车。

场内装车实际照片
文章标签: 顶: 0踩: 0本文链接:https://www.lezhuanwang.net/kepu/49646.html『转载请注明出处』
相关文章
- 2023-07-30怎样清除电脑c盘的没用的文件和软件(合理利用电脑电脑分区磁盘,C盘垃圾文
- 2023-07-30怎样能恢复删除的微信聊天记录(恢复微信聊天记录的三种方法)
- 2023-07-29路由器怎样重新设置wifi密码账号(无线网密码修改教程)
- 2023-07-29vivo手机忘记密码怎样开锁(vivox60忘记密码解决办法)
- 2023-07-29oppo手机怎样隐藏软件(oppo手机不显示软件图标设置教程)
- 2023-07-27怎样清理电脑c盘无用的东西win7(清理C盘垃圾操作教学)