






-
联轴器找正的方法
一、联轴器
1、什么是联轴器:
联轴器属于机械通用零部件范畴,用来联接不同机构中的两根轴(主动轴和从动轴)使之共同旋转以传递扭矩的机械零件。在高速重载的动力传动中,有些联轴器还有缓冲、减振和提高轴系动态性能的作用。联轴器由两半部分组成,分别与主动轴和从动轴联接。一般动力机器大都借助于联轴器与工作机相联接,是机械产品轴系传动最常用的联接部件。
20世纪后期国内外联轴器产品发展很快,在产品设计时如何从品种甚多、性能各异的各种联轴器中选用能满足机器要求的联轴器,对多数设计人员来讲,始终是一个困扰的问题。
常用联轴器有膜片联轴器、鼓形齿式联轴器、万向联轴器、安全联轴器、弹性联轴器及蛇形弹簧联轴器等。
2、联轴器工作原理及用途
(1)联轴器功能
用来把两轴联接在一起,机器运转时两轴不能分离,只有机器停车并将联接拆开后,两轴才能分离。
(2)联轴器的类型
联轴器所联接的两轴,由于制造及安装误差,承载后的变形以及温度变化的影响等,会引起两轴相对位置的变化,往往不能保证严格的对中。根据联轴器有无弹性元件、对各种相对位移有无补偿能力,即能否在发生相对位移条件下保持联接功能以及联轴器的用途等,联轴器可分为刚性联轴器、挠性联轴器和安全联轴器。
刚性联轴器:只能传递运动和转矩,不具备其他功能,包括凸缘联轴器、套筒联轴器、夹壳联轴器等。
挠性联轴器:无弹性元件的挠性联轴器,不仅能传递运动和转矩,而且具有不同程度的轴向、径向、角向补偿性能,包括齿式联轴器、万向联轴器、链条联轴器、滑块联轴器等。有弹性元件的挠性联轴器,能传递运动和转矩;具有不同程度的轴向、径向、角向补偿性能;还具有不同程度的减振、缓冲作用,改善传动系统的工作性能,包括各种非金属弹性元件挠性联轴器和金属弹性元件挠性联轴器,各种弹性联轴器的结构不同,差异较大,在传动系统中的作用亦不尽相同。
安全联轴器:是一种新型的机械式扭矩限制器,它能克服上述的传统问题。安全联轴器最适于保证高速、高精度的驱动装置免遭过载破坏。
二、联轴器找正方法
联轴器的找正是安装的重要工作之一。找正的目的是在工作时使主动轴和从动轴两轴中心线在同一直线上。找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要。
两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难。各零部件的不均匀热膨胀、轴的挠曲、轴承的不均匀磨损、机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因。因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的。
从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。但是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。所以,不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。
1.联轴器找正时两轴偏移情况的分析
安装时,联轴器在轴向和径向会出现偏差或倾斜,可能出现四种情况,如图1所示。
图1联轴器
找正时可能遇到的四种情况
根据图1所示对主动轴和从动轴相对位置的分析见表1。表1联轴器偏移的分析
2.测量方法
安装时,一般是在设备轴中心位置固定并调整完水平之后,再进行联轴器的找正。通过测量与计算,分析偏差情况,调整轴中心位置以达到主动轴与从动轴既同心又平行。联轴器找正的方法有多种,常用的方法如下:
(1)简单的测量方法如图2所示。用角尺和塞尺测量联轴器外圆各方位上的径向偏差,用塞尺测量两半联轴器端面间的轴向间隙偏差,通过分析和调整,达到两轴对中。这种方法操作简单,但精度不高,对中误差较大。只适用于转速较低,对中要求不高的联轴器的安装测量。
图2 角尺和塞尺的测量方法
(2)用中心卡及塞尺的测量方法
找正用的中心卡(又称对轮卡)结构形式有多种,根据联轴器的结构,尺寸选择适用的中心卡,常见的结构图3所示。中心卡没有统一规格,考虑测量和装卡的要求由钳工自行制作。
图3常见对轮卡型式
(a)用钢带固定在联轴器上的可调节双测点对轮卡;
(b)测量轴用的不可调节的双测点对轮卡;
(c)测量齿式联轴器的可调节双测点对轮卡;
(d)用螺钉直接固定在联轴器上的可调节双测点对轮卡;
(e)有平滑圆柱表面联轴器用的可调节单测点对轮卡;
(f)有平滑圆柱表面联轴器用的可调节双点对轮卡。
利用中心卡及塞尺可以同时测量联轴器的径向间隙及轴向间隙,这种方法操作简单,测量精度较高,利用测量的间隙值可以通过计算求出调整量,故较为适用。
(3)百分表测量法把专用的夹具(对轮卡)或磁力表座装在作基准的(常是装在转轴上的)半联轴器上,用百分表测量联轴器的径向间隙和轴向间隙的偏差值。此方法使联轴器找正的测量精度大大提高,常用的百分表测量方法有四种。
A.双表测量法(又称一点测量法)
用两块百分表分别测量联轴器外圆和端面同一方向上的偏差值,故又称一点测量法,即在测量某个方位上的径向读数的同时,测量出同一方位上的轴向读数。具体做法是:先用角尺对吊装就位准备调整的联轴器做初步测量与调整。然后在作基准的主机侧半联轴器上装上专用夹具及百分表,使百分表的触头指向侧半联轴器的外圆及端面,如图所示。
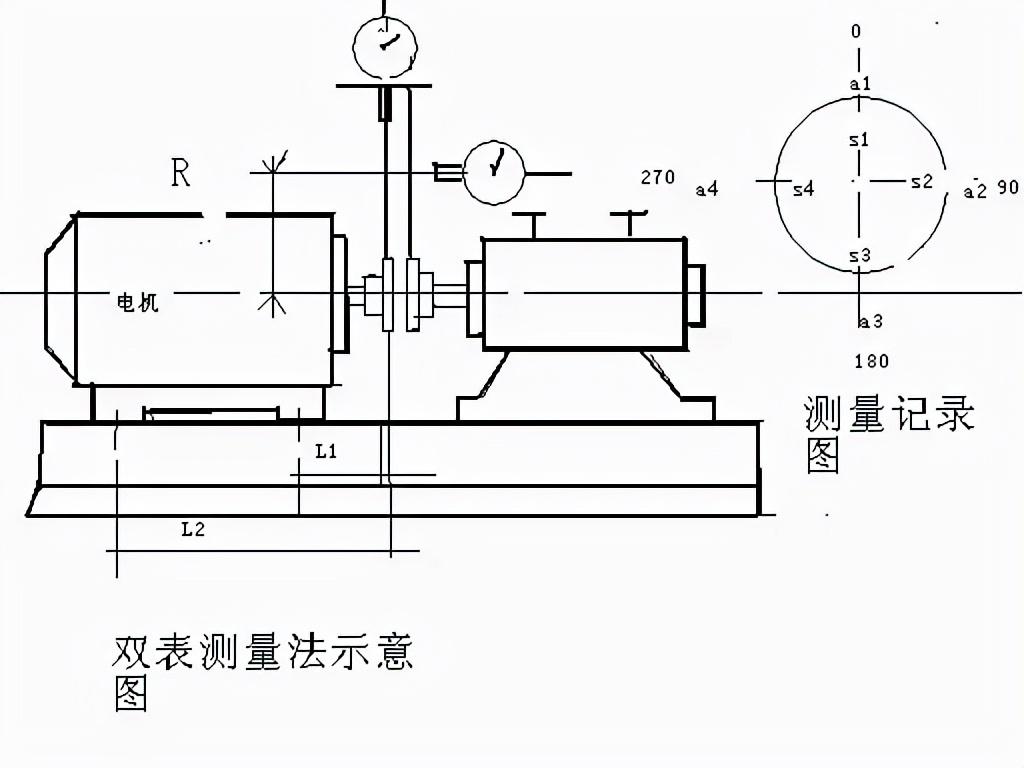
测量时,先测0°方位的径向读数a1及轴向读数s1。为了分析计算方便,常把a1和s1调整为零,然后两半联轴器同时转动,每转90°读一次表中数值,并把读数值填到记录图中。圆外记录径向读数a1,a2,a3,a4,圆内记录轴向读数s1,s2,s3,s4,当百分表转回到零位时,必须与原零位读数一致,否则需找出原因并排除之。常见的原因是轴窜动或地脚螺栓松动,测量的读数必须符合下列条件才属正确,即a1+a3=a2+a4;s1+s3=s2+s4
通过对测量数值的分析计算,确定两轴在空间的相对位置,然后按计算结果进行调整。这种方法应用比较广泛,可满足一般机器的安装精度要求。主要缺点是对有轴向窜动的联轴器,在盘车时其端面的轴向度数会产生误差。因此,这种测量方法适用于由滚动轴承支撑的转轴,轴向窜动比较小的中、小型机器。
B.三表测量法(又称两点测量法)
三表测量法与两表测量法不同之出是在与轴中心等距离处对称布置两块百分表,在测量一个方位上径向读数和轴向读数的同时,在相对的一个方位上测其轴向读数,即同时测量相对两方位上的轴向读数,可以消除轴在盘车时窜动对轴向读数的影响,其测量记录图如图所示,三表测量法示意图如下:
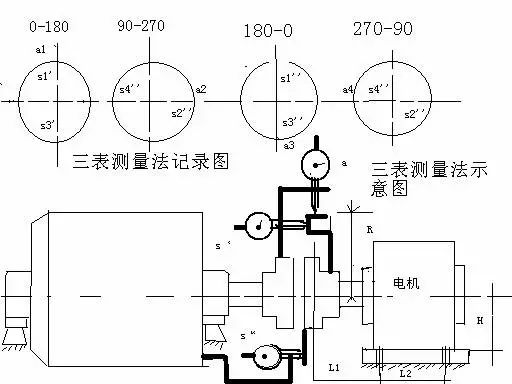
根据测量结果,取0°~180°和180°~0°两个测量方位上轴向读数的平均值,即
s1=(s1´+s1〃)/2 s3=(s3´+s3〃)/2
取90°~270°和270°~90°两个测量方位上轴向读数的平均值,即
s2=(s2´+s2〃)/2 s4=(s4'+s4〃)/2
s1,s2,s3,s4四个平均值作为各方位计算用的轴向读数,与a1,a2,a3,a4四个径向读数记入同一个记录图中,按此图中的数据分析联轴器的偏移情况,并进行计算和调整.这种测量方法精度很高,适用于需要精确对中的精密或高速运转的机器,如汽轮机、离心式压缩机等。相比之下,三表测量法比两表测量法在操作与计算上稍繁杂一些。
C.单表法
它是近年来国外应用日益广泛的一种联轴器找正方法。这种方法只测定联轴器轮毂外圆的径向读数,不测量端面的轴向读数,测量操作时仅用一个百分表,故称单表法。其安装,测量示意图如图8
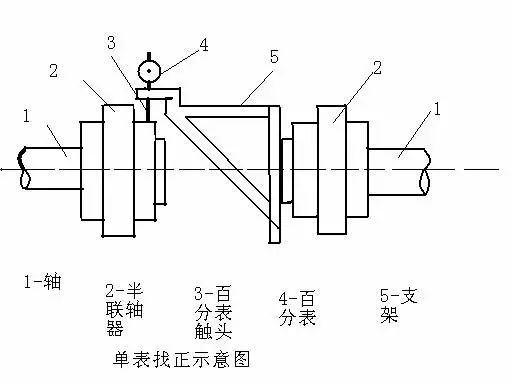
此种方法用一块百分表就能判断两轴的相对位置并可计算出轴向和径向的偏差值。也可以根据百分表上的读数用图解法求得调整量。用此方法测量时,需要特制一个找正用表架,其尺寸、结构由两半联轴器间的轴向距离及轮毂尺寸大小而定。表架自身质量要小,并有足够的刚度。表架及百分表均要求紧固,不允许有松动现象。图8便是两轴端距离较大时找正用表架的结构示意图。
单表测量的操作方法是,在两个半联轴器的轮毂外圆面上各作相隔90°的四等分标志点1a,2a,3a,4a与1b,2b,3b,4b。先在“B”联轴器上架设百分表,使百分表的触头接触在“A”联轴器的外圆面上的1a点处,然后将表盘对到“0”位,按轴运转方向盘动“B”联轴器,分别测得“A”联轴器上的1a,2a,3a,4a的读数(其中1a=0),为准确可靠可复测几次。为了避免“A”联轴器外圆面与轴不同心给测量带来误差,可同时盘动“B”与“A”联轴器。然后再将百分表架设在“A”联轴器上,以同样方法测得“B”联轴器上1b,2b,3b,4b的读数(其中1b=0)。
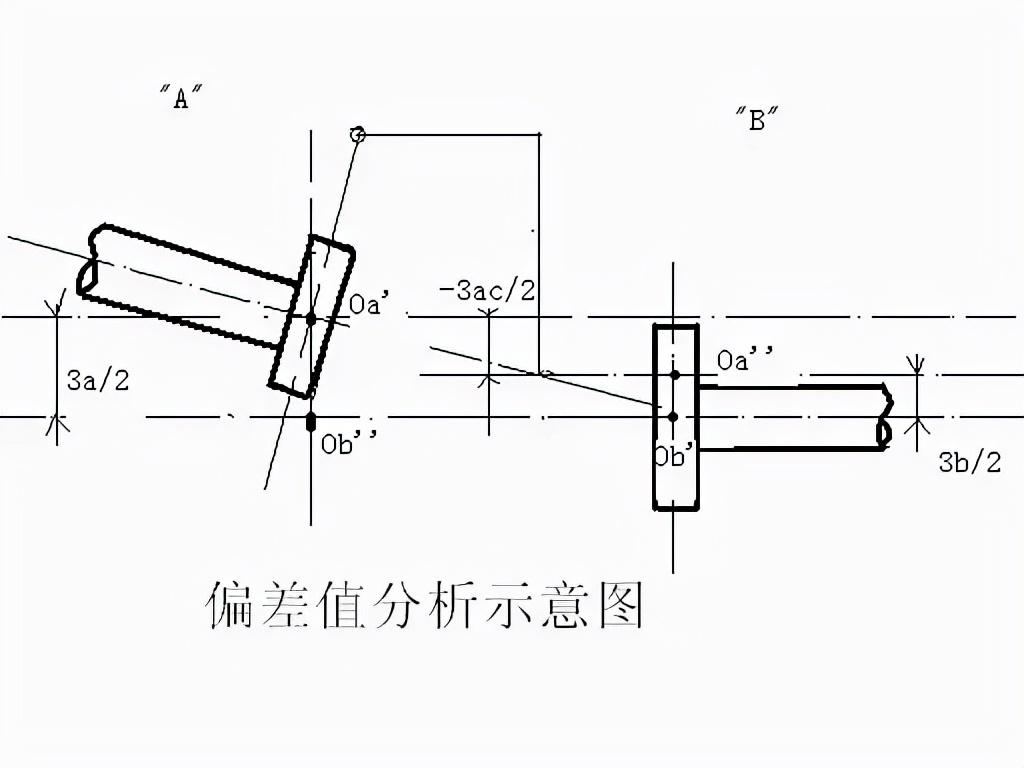
测出偏差值后,利用上图所示的偏差分析示意图分析方法,可得出“A”与“B”两半联轴器在垂直方向和水平方向两轴空间相对位置的各种情况,如表2,表3所示。
表2垂直方向两轴相对位置分析
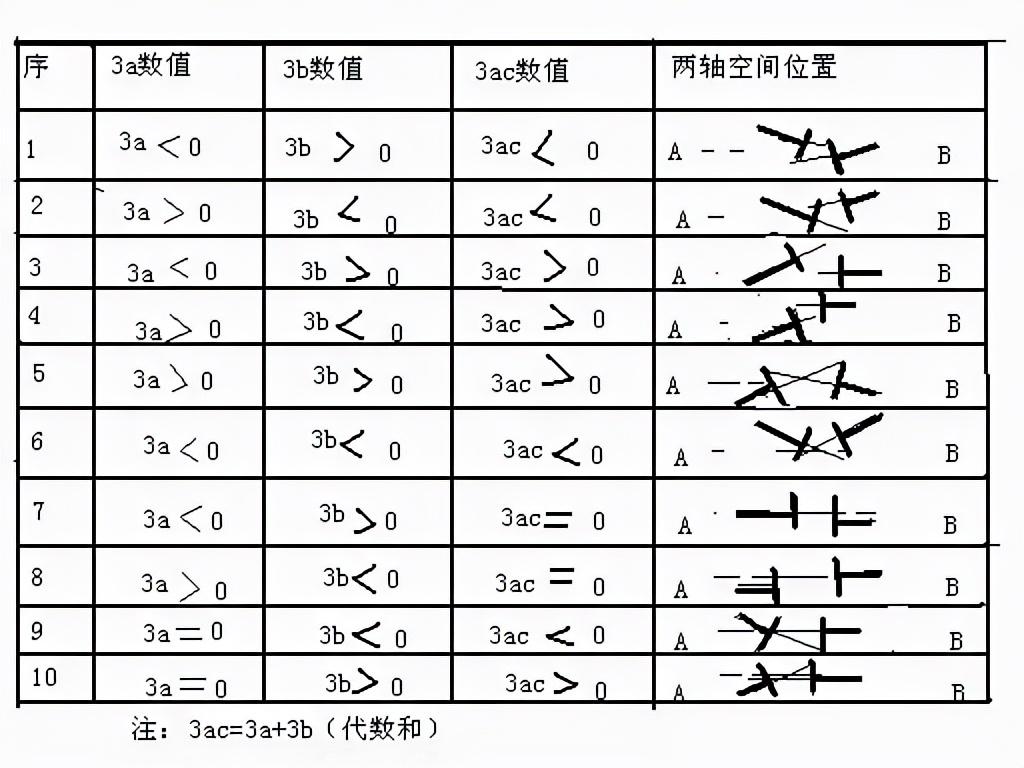
表3水平方向两轴相对位置分析
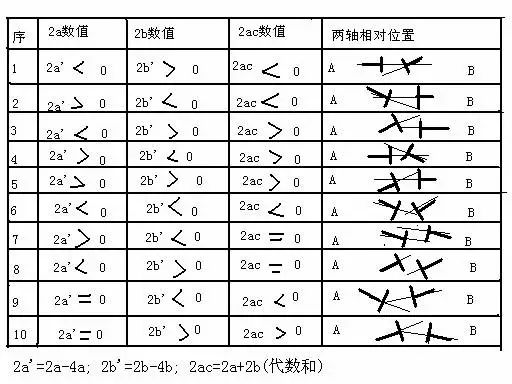
图中假设“B”轴向上平移,使Ob’与Oa’相重合,此时3b=0,而3a的读数则变为3ac,由于3ac=3a+3b(代数和),这时Oa’与Oa’’的垂直距离也就是两轴在垂直方向的偏差值3ac/2 。因此,只要测得3a与3b的数值,可以求得3ac的数值(要注意读数的正负号)。水平方向的偏差分析与垂直方向相同。3.调整方法
测量完联轴器的对中情况之后,根据记录图上的读数值可分析出两轴空间相对位置情况。按偏差值作适当的调整。为使调整工作迅速、准确进行,可通过计算或作图求得各支点的调整量。测量方法不同,计算方法也不同。
(1)两表测量法,三表测量法及五表测量法
两表,三表及五表测量都可得出同一方位上的径向读数和轴向读数,若测点位置及调整支点的位置如图10所示(请注意测量轴向读数百分表的指向),可用下式进行计算:
H1=L1*(s1-s3)/D + (a1-a3)/2 (1—9)
H2=(L1+L2)*( s1-s3)/D + (a1-a3)/2 (1—10)
式中:H1,H2 支点1和支点2的调整量,(正值时为加垫负值时减垫),mm;
s1,s3及a1,a3 分别为0°和180°方位测得轴向和径向百分表读数,mm;
D 联轴器的计算直径(百分表触点,即测点到联轴器中心点的距离),mm;
L1 支点1到联轴器测量平面间的距离,mm;
L2 支点1与支点2之间的距离,mm;
应用上式计算调整量时的几点说明:
1)式中s1,s3,a1,a3是用百分表测的读数,应包含正负号一起代入计算公式。
2)H的计算值是由两项组成,前项L(s1-s3)/D中,L与D不可能出现负值,所以此项的正负决定于(s1-s3)。
S1-s3>0时,前项为正值,此时联轴器的轴向间隙呈形状,称为“上张口”;
S1-s3<0时,前项为负值,联轴器的间隙呈形状,称为“下张口”。
当a1-a3>0时,后项为正值,此时被测的半联轴器中心(轴中心)比基准的半联轴器中心(从动轴中心)偏低,当a1-a3<0时,被测的半联轴器中心偏高,
3)安装时,通常以转轴(从动轴)做基准,调整电机转轴(主动轴)。电机低座四个支点于两侧对称布置,调整时,对称的两支点所加(或减)垫片厚度应相等。
4)若安装百分表的夹具(对轮卡)结构不同,测量轴向间隙的百分表触点指向原动机(触点与被测半联轴器靠结合面一侧的端面接触)时,百分表的读数值大小恰与联轴器间实际轴向间隙方向相反,所以H值的公式前项s1-s3应改为s3-s1,即s3-s1>0时为“上张口”,s3-s1<0时为“下张口”。
5)在运转工况下因热膨胀会引起轴中心位置变化,联轴器找正的任务时把轴中心线调整到设计要求的冷态(安装时的状态)轴中心位置,使在热态(运转工况下)达到两轴中心线一致(既同心又平行)的技术要求。有的直接给定冷态找正时的读数值;也有的给定各支点的温升数据,由图解法求出冷态找正时的读数值。在安装大型机组时,有的给出各类在不同工况下的经验图表,通过查表或计算找出冷态找正时的读数值。经验丰富的安装人员还可从实践中得出一些经验数据。总之,对于安装者来说,要考虑从冷态到热态支点处轴中心位置的变化,在工作中保证能处于理想的对中状态。
6)在水平方向上调整联轴器的偏差时,不需要加减垫片,通常也不计算。操作时利用顶丝和百分表,边测量,便调整,达到要求的精度为止。一些大型的、重要的机组在调整水平偏差时,各支点的移动量可通过计算或作图求出。
随科技的发展,现在有了激光对中仪,也已经非常普及了。相对于其它的找正方式,它具有快捷、简单、准确性高的优势,由其对于大型机组更为明显。它由几部分组成:激光发射器、激光接收器、控制液晶屏,这三者之间的连接数据线,专用的链条式(或磁力表坐)卡具(用来把激光发射和接收器固定在联轴器上)。在把激光发射器和激光接收器固定在联轴器上之后,再将连线和控制屏接到一起,选择找正模式,按提示输入相应的数据,一般有激光发射器的回转直径,激光发射器和激光接收器之间的距离,调整机各支脚到接收器的距离。一般只须盘车180°即可,之后各脚的加减垫片数据和水平方向移动调整数据将由控制液晶屏显示出来。一般经过两次调整即可完成。
无论用那种方法求调整量,复查测量时仍可能产生一定的误差。联轴器找正与调整需要反复进行多次,最终将误差限制在允许的范围内。
三、联轴器找正同心度误差的标准范围:
1、找正同心度误差的标准范围:
转速越高,找轴与机械轴的同心度就越高见下表:
转速
3000r/min以下
1500 r/min以下
1000 r/min一下
600 r/min以下
200 r/min以下
同心度
径向
轴向
径向
轴向
径向
轴向
径向
轴向
径向
轴向
刚性联轴器
0.01
0.02
0.01
0.03
0.02
0.04
0.03
0.04
0.03
0.04
弹性联轴器
0.01
0.02
0.01
0.05
0.02
0.05
0.03
0.06
0.03
0.07
齿式联轴器
0.01
0.02
0.01
0.05
0.02
0.05
0.03
0.06
0.03
0.07
2、针对高速、钢性联轴器找正(3000r/min):
(1) 涨口误差小于0.02mm;水平误差小于0.01mm。
(2) 工具:量块或塞尺(又称块规)测量联轴器张口,轴向间隙。
(3) 百分表式千分尺,测量联轴器水平,径向间隙。
(4) 磁性表座、表卡子,用于支撑百分表的专用工具。
3、联轴器找正方法:
(1) 用磁性表座或专用表卡子将百分表固定在联轴器一端效正0位,正时针旋转0°、90°、180°、270°四个位置,每个位置径向间隙数值。
(2) 用量规分别测出0°、90°、180°、270°四个位置,每个位置轴向间隙数值。
(3) 根据所测出径向、轴向间隙,用公式计算轴心的各向偏差。
(4) 一般要求电机高出机械小于0.02mm,上涨口小于0.02mm。
(5) 轴心线(同心度)调整到允许偏差值以内。
四、联轴器找正前的一般要求:
1、安装前:
1) 电机应由电气人员进行了空载试验,并且试验合格。方许联轴器找正工作。
2) 要事先了解用途、转速、联轴器形式、同心度允许误差范围(同心度允许误差范围表),对不能架磁力表座的联轴器,要事先制作专用表架和卡扣,以便在联轴器找正时,卡在联轴器内齿套或电机轴上。
2、准备找中心的仪器和工具:
百分表、磁力百分表架、钢板尺、游标卡尺、塞尺、水平仪、大锤、手锤、撬杠、活络扳手、敲击呆扳手、计算器、笔记本。
3、联轴器找正前的检查:
1) 轴承座、台板各部螺栓应紧固。
2) 联轴器的测量面打磨干净。
3) 检查地脚螺栓在未紧固时的接触情况,应无翘动现象。
4) 用百分表测量联轴器的径向和轴向的晃动,晃动值不能大于0.5㎜。
5) 电机应由电气人员进行了空载试验,并且试验合格。方许联轴器找正工作。
五、结束语
联轴器的找正工作是一项系统复杂的工作,它因设备结构形式不同、设备的精度不同、转速不同、功率不同、联轴器的形式不同而没有具体规定。但是在现实工作中,工人们凭借自己多年的安装经验,创造出各自的一套安装方法。
文章标签: 顶: 0踩: 0本文链接:https://www.lezhuanwang.net/kepu/42569.html『转载请注明出处』
相关文章
- 2022-12-03门球场尺寸怎么算(门球标准场地介绍)
- 2022-12-03名片标准尺寸是多少大(名片大小和尺寸规范)
- 2022-12-03上海婚介公司收费标准(婚介机构的收费标准详解)
- 2022-12-01网店托管代运营费用多少钱(京东店铺代运营的收费标准)
- 2022-12-01儿童鞋码对照表图片标准(宝宝童装童鞋尺码表)
- 2022-12-01毛利率的计算公式是什么(各行业的毛利率计算方法大全)